010203

ჯაჭვის ბორბალი, გადაცემათა კოლოფის გაყალბების მანქანა, სამრეწველო ინდუქციური დიათერმული გათბობის მანქანა
პროდუქტის აღწერა
სამრეწველო დონის გამძლეობა – ძლიერი გაგრილების სისტემა (წყალი/იძულებითი ჰაერი) 24/7 მუშაობისთვის მომთხოვნ სახელოსნო გარემოში.
ავტომატიზაციისთვის მზად – CNC-თავსებადი მართვის ინტერფეისი პროგრამირებადი გათბობის ციკლებისთვის, რაც უზრუნველყოფს გაყალბების ხარისხის განმეორებადობას.
იდეალურია:
მექანიზმებისა და კბილანების წარმოება – წინასწარი ინდუქციური გათბობა დამახინჯების გარეშე გამკვრივებისთვის.
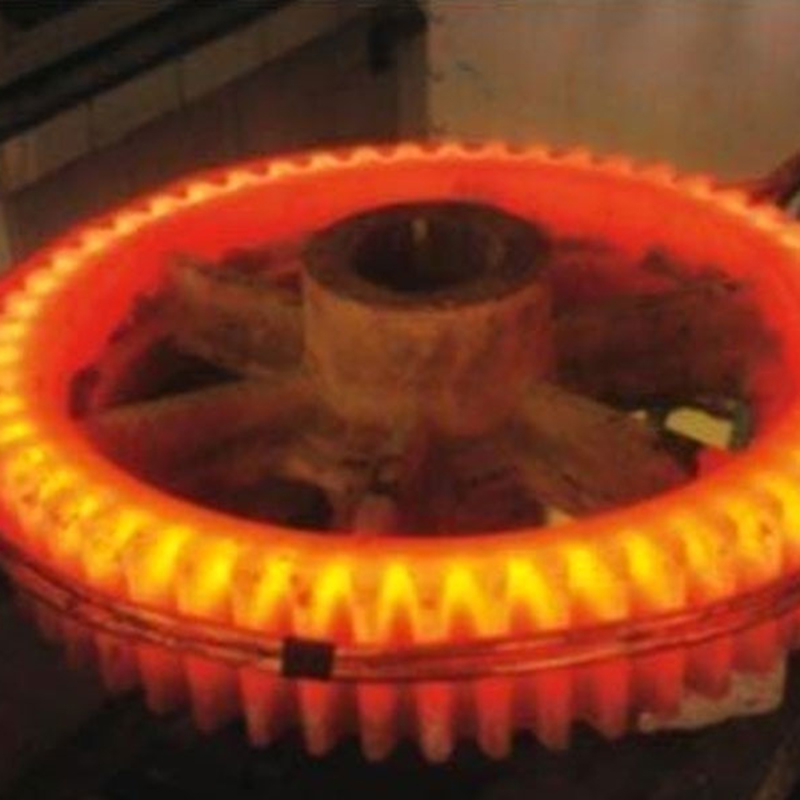
ჯაჭვური ბორბლის ჭედვა – მაღალეფექტური გათბობა სამრეწველო კონვეიერის სისტემებისა და მძიმე ტექნიკისთვის.
ინდუსტრიული დიათერმია - მოდულური ხვეულების დიზაინით ადაპტირებადი მასშტაბური ლითონის დამუშავებისთვის.
გამოყენების სფერო
1. სამრეწველო აღჭურვილობის წარმოება
ზუსტი ჭედვა: მაღალი სიხშირის ინდუქციური გათბობა საყრდენი მექანიზმებისთვის, სპირალური და კონუსური მექანიზმებისთვის (1200°C-მდე) სითბოს ერთგვაროვანი შეღწევადობით.
გამაგრება და ტემპერატურა: ოპტიმიზებულია ნახშირბადოვანი ფოლადის, შენადნობის ფოლადის და გამაგრებული გადაცემათა კოლოფის მასალებისთვის ცვეთისადმი მდგრადობისა და გამძლეობის გასაძლიერებლად.
2. ჯაჭვური ბორბლებისა და კბილანების წარმოება
მძიმე დანიშნულების ჭედვა: ეფექტური გათბობა სამრეწველო კონვეიერის ჯაჭვური ბორბლებისთვის, მოტოციკლის კბილანებისთვის და სასოფლო-სამეურნეო წამყვანი კომპონენტებისთვის.
მორგებული კოჭების თავსებადობა: რეგულირებადი ინდუქციური კოჭები დიდი დიამეტრის (500 მმ-მდე) და მაღალი მოცულობის წარმოებისთვის.
3. ავტომობილებისა და მანქანების კომპონენტები
გადამცემი სისტემის ნაწილები: ინდუქციური გათბობა გადამცემი ლილვებისთვის, სინქრონიზატორის რგოლებისთვის და დიფერენციალური კომპონენტებისთვის საავტომობილო წარმოებაში.
მძიმე ტექნიკა: ხელს უწყობს მოპოვებით, სამშენებლო და საზღვაო აღჭურვილობის ჭედვას მაღალი სიმძლავრის (15-60 კვტ) დიათერმული დამუშავებით.
4. ლითონის დამუშავება და შეკეთება ინდივიდუალური შეკვეთით
ხელსაწყოებისა და შტამპების მოვლა: ზუსტი გათბობა ყალიბის შეკეთებისთვის, პრესით ჭედვის შტამპებისა და სამრეწველო ხელსაწყოების ფორმის შეცვლისთვის.
მოქნილი გამოყენება: თავსებადია პარტიულ ჭედვასთან, ავტომატიზირებულ CNC ხაზებთან და ხელით სახელოსნო ოპერაციებთან.
იდეალურია ინდუსტრიებისთვის: საავტომობილო, აერონავტიკული, მძიმე ტექნიკა და ლითონის დამუშავება.
კონფიგურაცია და შესრულება
სამრეწველო ინდუქციური დიათერმული გათბობის მანქანა ჯაჭვური ბორბლისა და მექანიზმის გაყალბებისთვის
1. ძირითადი სისტემის კონფიგურაცია
კვების ბლოკი:
გამომავალი სიმძლავრე: 15-100 კვტ (რეგულირებადი)
სიხშირის დიაპაზონი: 1-150 kHz
შეყვანის ძაბვა: 3-ფაზიანი 380 ვოლტი, 50/60 ჰერცი (სამრეწველო დონის კვების წყარო)
გათბობის სადგური:
ინდუქციური კოჭები: სხვადასხვა ზომის გადაცემათა კოლოფების/სპრეკეტებისთვის მორგებადი სპილენძის კოჭები (ID 50-500 მმ)
გაგრილების სისტემა: დახურული ციკლის წყლის გაგრილება (ნაკადის სიჩქარე ≥20 ლ/წთ) გადახურებისგან დაცვით
2. შესრულების პარამეტრები
გათბობის სიმძლავრე:
მაქსიმალური ტემპერატურა: 1,250°C (±10°C კონტროლის სიზუსტე PID-ის მეშვეობით)
გათბობის სიჩქარე: 5-30 წმ 20-50 მმ სისქის ფოლადისთვის (ენერგოეფექტურობა ≥92%)
ერთგვაროვნება: ≤±15°C ტემპერატურის გრადიენტი სამუშაო ნაწილზე
მასალის თავსებადობა:
ლითონები: ნახშირბადოვანი ფოლადი (AISI 1045/1060), შენადნობი ფოლადი (4140/4340), უჟანგავი ფოლადი (304/316)
გამოყენება: გადაცემათა კოლოფის გაცხელება, კბილანების გამკვრივება, ჯაჭვის ბორბლის გამაგრება
3. კონტროლი და ავტომატიზაცია
ოპერაციული ინტერფეისი:
სენსორული ეკრანი წინასწარ განსაზღვრული პროგრამებით ჩვეულებრივი ჭედვის პროფილებისთვის
PLC ინტეგრაცია ავტომატიზირებული წარმოების ხაზებისთვის (RS-485/Modbus მხარდაჭერა)
უსაფრთხოების მახასიათებლები:
გადაჭარბებული დენის/ძაბვისგან დაცვა, საგანგებო გამორთვის ღილაკი, IP54 კლასის კორპუსი
ტიპიური აპლიკაციები:
საავტომობილო მექანიზმების გაყალბება, სამთო კონვეიერის კბილანების გაყალბება
მძიმე ტექნიკის კომპონენტების ინდივიდუალური შეკეთება ლითონის დამუშავების სფეროში
ტექნიკური სპეციფიკაციები
1. ენერგოსისტემა
შემავალი სიმძლავრე: 380V/415V ±10%, 3-ფაზიანი, 50/60Hz
ნომინალური სიმძლავრე: 60-100 კვტ
სიხშირის დიაპაზონი: 30-150 kHz (ავტომატური რეგულირება ოპტიმალური გათბობის სიღრმისთვის)
სამუშაო ციკლი: 100% უწყვეტი მუშაობა
2. გათბობის ეფექტურობა
ტემპერატურის დიაპაზონი: 200-1250°C (PID კონტროლირებადი ±5°C)
გათბობის სიჩქარე:
5-15 წმ პატარა გადაცემათა კოლოფებისთვის (ø50-100 მმ)
20-40 წმ დიდი ჯაჭვის ბორბლებისთვის (ø300-500 მმ)
ეფექტურობა: ენერგიის გარდაქმნის მაჩვენებელი ≥90%
3. მექანიკური კონფიგურაცია
სამუშაო სადგურის ზომები: 1000×800×1200 მმ (სიგრძე×სიგანე×სიმაღლე)
ინდუქციური კოჭები:
მრავალბრუნიანი სპილენძის ხვეულები (ID 30-600 მმ)
სწრაფად შეცვლის დიზაინი წყლის გაგრილების არხებით
გაგრილების სისტემა:
წყლის ნაკადი: ≥40 ლ/წთ @ 0.2MPa
ტემპერატურის სიგნალიზაცია >45°C-ზე
4. კონტროლის სისტემა
ოპერაციული ინტერფეისი:
10 დიუმიანი სენსორული ეკრანი 8 წინასწარ დაყენებული პროგრამით
რეალურ დროში ტემპერატურის/სიმძლავრის მონიტორინგი
ძირითადი კომპონენტები: